Pásztázó alagútmikroszkóp összeállítása és vizsgálata
SZERKESZTÉS ALATT!
Pásztázó alagútmikroszkóp (Scanning Tunneling Microscope - STM)
Már az ókori görögök is azt feltételezték, hogy az anyag atomokból épül fel. Ezt a feltételezést a 20. század elején számos kísérlettel sikerült bizonyítani, azonban ahhoz, hogy képet tudjunk készíteni egy anyag felületén lévő atomokról egészen 1981-ig kellett várni, amikor is Gerd Binnig és Heinrich Rohrer megépítették az első pásztázó alagútmikroszkópot. Találmányukért fizikai Nobel-díjat kaptak 1986-ban. Azóta az alagútmikroszkóp széleskörben elterjedt, manapság a nanofizikai kutatások egyik alapvető vizsgálati eszközei közé tartozik.
Működésének elve az alagúteffektuson alapul: egy hegyes tűt nm-es távolságra pozícionálunk a vizsgált minta felületéhez, a tűre feszültséget kapcsolunk, ennek hatására alagútáram folyik a tű és a minta között:
![\[I \propto V_b \cdot \mathrm{Exp}\left\{-A\cdot d\cdot \sqrt{\Phi} \right\},\]](/images/math/f/3/3/f33f7d155ad3c25c2642a7c71de1f639.png)
ahol  a tű és a minta közé kapcsolt feszültség,
a tű és a minta közé kapcsolt feszültség,  a minta-tű távolság,
a minta-tű távolság,  a kilépési munka valamint
a kilépési munka valamint  egy állandó. Az alagútáram exponenciális függése a minta-tű távolságtól rendkívül pontos mérést tesz lehetővé: ha mindössze 1Å-el, azaz körülbelül fél atomnyi távolsággal, megnöveljük a minta-tű távolságot, az áram a tizedére csökken.
egy állandó. Az alagútáram exponenciális függése a minta-tű távolságtól rendkívül pontos mérést tesz lehetővé: ha mindössze 1Å-el, azaz körülbelül fél atomnyi távolsággal, megnöveljük a minta-tű távolságot, az áram a tizedére csökken.
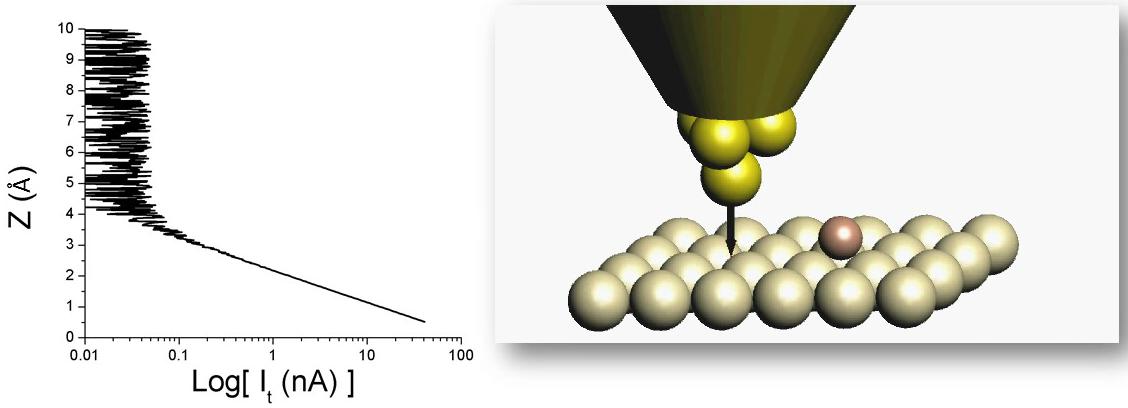 |
| 2. ábra. STM tű közelítése a felülethez, forrás: Magyarkuti András diploma előadás, BME Fizika Tanszék, 2013. |
A mérés kezdetén a 2. ábrán látható módon addig közelítjük a tűt a minta felületéhez, míg az alagútáram el nem éri a - tipikusan  -es nagyságrendű - kívánt értéket. Alagútmikroszkóppal két különböző módon végezhetünk méréseket. A konstans áram üzemmódot használják leggyakrabban (3. ábra), ehhez a minta felületével párhuzamosan pásztázunk a tűvel miközben egy szabályozó áramkört használva úgy mozgatjuk a tűt a felületre merőleges irányban, hogy mindig állandó legyen a mért alagútáram, azaz a tű közel azonos távolságban mozogjon a minta felületéhez képest. Ilyen módon akár atomi felbontással letapogatható a minta topográfiája.
-es nagyságrendű - kívánt értéket. Alagútmikroszkóppal két különböző módon végezhetünk méréseket. A konstans áram üzemmódot használják leggyakrabban (3. ábra), ehhez a minta felületével párhuzamosan pásztázunk a tűvel miközben egy szabályozó áramkört használva úgy mozgatjuk a tűt a felületre merőleges irányban, hogy mindig állandó legyen a mért alagútáram, azaz a tű közel azonos távolságban mozogjon a minta felületéhez képest. Ilyen módon akár atomi felbontással letapogatható a minta topográfiája.
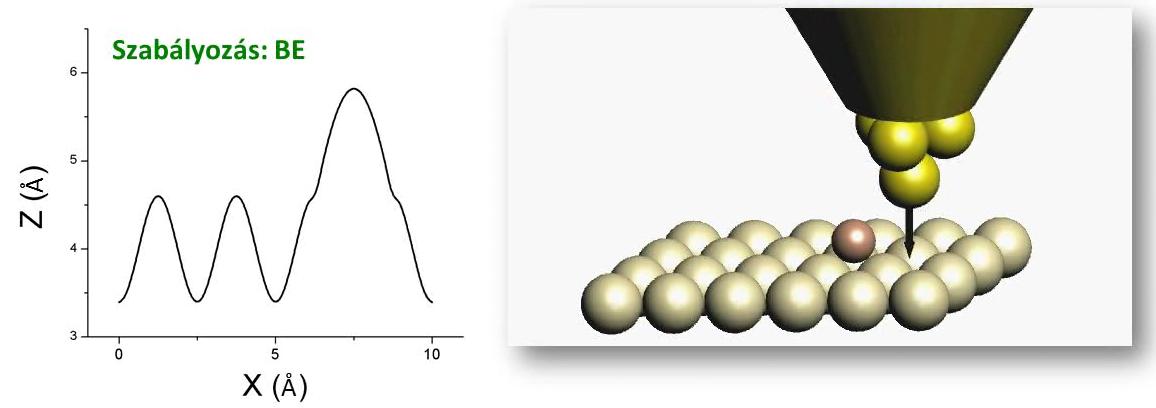 |
| 3. ábra. Pásztázás a minta felett: topográfia felvétele konstans áram üzemmódban, forrás: Magyarkuti András diploma előadás, BME Fizika Tanszék, 2013. |
A másik üzemmód a konstans magasság üzemmód (4. ábra), ehhez a szabályozást kikapcsolva, a tűt állandó magasságban tartva pásztázunk a felület felett. A mért alagútáramból meghatározható a minta topográfiája. Ez az üzemmód gyors pásztázási sebességet tesz lehetővé, ami többek között akkor lehet hasznos, ha valamilyen lassú időbeli változást - például hőtágulás miatti csúszást - kell kiküszöbölni. Ahhoz, hogy ezt a mérési módot alkalmazhassuk, a mintának kellőképpen simának kell lennie és a tűt elegendően távol kell tartanunk, hogy ne ütközzön a felületbe.
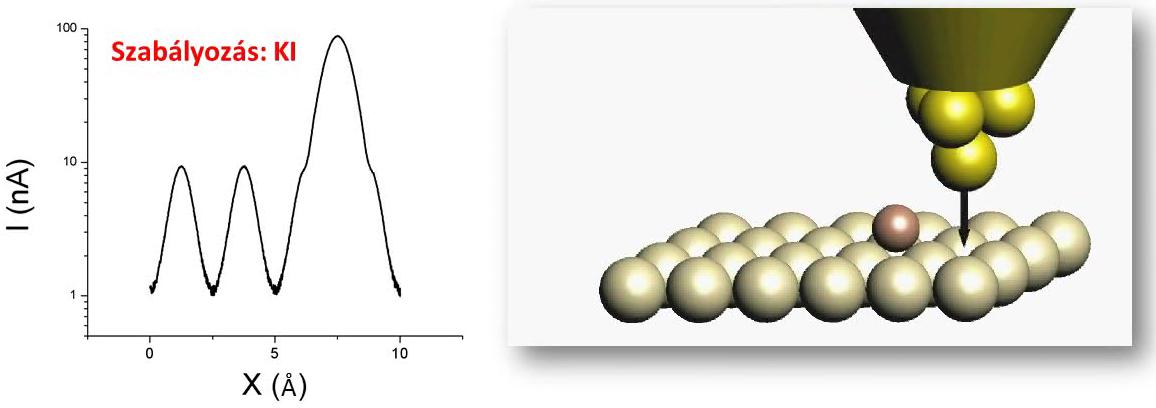 |
| 4. ábra. Pásztázás a minta felett: topográfia felvétele konstans magasság üzemmódban, forrás: Magyarkuti András diploma előadás, BME Fizika Tanszék, 2013. |
Az alagútáram exponenciális távolságfüggése lehetővé teszi, hogy akár egy ollóval hegyezett tűvel is készíthetünk jó minőségű STM képet. Az alábbi ábrák egy grafit minta felületének valamint egy szén nanocsőnek az atomi felbontású képét mutatják be.
 |
| 5. ábra. Atomi felbontású STM kép grafit minta felületéről, forrás: Magyarkuti András diplomamunka, BME Fizika Tanszék, 2013. |
 |
| 6. ábra. Szén nanocső atomi felbontású képe, forrás: Wikipedia |
{kind=link}
Az STM tű nem csak a képalkotásra, hanem a minta felületének atomi felbontású manipulációjára is alkalmas: a tű segítségével atomokat lehet mozgatni a felületen. Ezzel a technikával hozták létre a 7. ábrán látható kör alakzatot, amit 48 vas atom alkot egy réz felületen. Az alagútmikroszkópos felvételen jól megfigyelhetőek a kör belsejében kialakuló állóhullámok ("Quantum corral").
 |
| 7. ábra. Elektron-állóhullámok egy atomokból kirakott kör belsejében, forrás: Wikipedia |
.jpg){kind=link}
Egy másik, hasonló kísérlet során 36 kobalt atomból álló ellipszist hoztak létre, aminek az egyik fókuszpontjába egy kobalt atomot helyeztek. Az elektronok hullámtermészetének köszönhetően az ellipszis másik fókuszpontjában is mérhető a kobalt atom hatása. 1
Az STM felépítése
A demonstrációs STM-nél a Piezo JENA system NV40/3-as erősítőjét alkalmaztam. Ez egy kisméretű, 3 csatornás, piezoelektromos mozgatókhoz készített erősítő, amelynek kimenetei  -
- V-os tartományban változhatnak. A bemeneteire 0-
V-os tartományban változhatnak. A bemeneteire 0- V-ot kapcsolva szabályozható a kimeneti feszültség. Mivel a SoftdB MK2-A810
V-ot kapcsolva szabályozható a kimeneti feszültség. Mivel a SoftdB MK2-A810  piezoelektromos mozgatóra kapcsolt kimenetei
piezoelektromos mozgatóra kapcsolt kimenetei  -V között változhatnak, szükséges egy szintkonverziót megvalósító erősítő beiktatása. A teljes STM rendszer blokkdiagramját ... ábra mutatja be.
-V között változhatnak, szükséges egy szintkonverziót megvalósító erősítő beiktatása. A teljes STM rendszer blokkdiagramját ... ábra mutatja be.
 |
| 2. ábra. Az STM blokkdiagramja, forrás: Sánta Botond, Pásztázó szondás mérőrendszer fejlesztése, BME Fizika Tanszék, 2016. |
A GXSM használata
Az STM működtetéséhez elengedhetetlenül szükséges egy komplex vezérlő és szabályozó rendszer. Ennek a legfontosabb feladatai közé tartozik az alagútáram méréséből a tű pozíciójának szabályozása, a mért alagútáram rögzítése és megjelenítése, a pásztázás során a piezo-feszültségek változtatása és minden egyéb funkció, amely lehetővé teszi az STM tényleges működtetését.
Az STM műszer esetén alkalmazott MK2-A810 vezérlőegység összesen 8 analóg bemenetként vagy kimenetként konfigurálható adatvonallal rendelkezik, melyek egyenként  10V-os tartományban, maximum 150 kHz-es mintavételezéssel bírnak. Emellett 16 szabadon konfigurálható digitális bemenet/kimenet, valamint 2 db 16 bites számláló is rendelkezésre áll. Az áramkör minden csatornájára vonatkozóan nagyon alacsony zajszinttel és nagyfokú DC stabilitással bír, melyek szintén elengedhetetlenek az STM működtetéséhez.
Ezen hardver nagy előnye, hogy kompatibilis a GXSM nevű nyílt forráskódú SPM vezérlő szoftverrel. A GXSM szoftver (Gnome X Scanning Microscopy) LINUX környezetre írt, bármilyen pásztázó szondás mikroszkóphoz használható vezérlő, szabályozó és adatfeldolgozó a programcsomag, melynek elemei a felhasználó által módosíthatóak. Ez széleskörű használhatóságot és speciális mérések véghezvitelét teszi lehetővé. A szoftver legfontosabb funkcióit ... ábrán foglaltuk össze, az egyes ablakok funkcióinak jelölésével.
10V-os tartományban, maximum 150 kHz-es mintavételezéssel bírnak. Emellett 16 szabadon konfigurálható digitális bemenet/kimenet, valamint 2 db 16 bites számláló is rendelkezésre áll. Az áramkör minden csatornájára vonatkozóan nagyon alacsony zajszinttel és nagyfokú DC stabilitással bír, melyek szintén elengedhetetlenek az STM működtetéséhez.
Ezen hardver nagy előnye, hogy kompatibilis a GXSM nevű nyílt forráskódú SPM vezérlő szoftverrel. A GXSM szoftver (Gnome X Scanning Microscopy) LINUX környezetre írt, bármilyen pásztázó szondás mikroszkóphoz használható vezérlő, szabályozó és adatfeldolgozó a programcsomag, melynek elemei a felhasználó által módosíthatóak. Ez széleskörű használhatóságot és speciális mérések véghezvitelét teszi lehetővé. A szoftver legfontosabb funkcióit ... ábrán foglaltuk össze, az egyes ablakok funkcióinak jelölésével.
 |
| 7. ábra. A GXSM szoftver legfontosabb funkciói, forrás:forrás: Sánta Botond, Pásztázó szondás mérőrendszer fejlesztése, BME Fizika Tanszék, 2016. |
A GXSM képes bármely bemenetként konfigurált csatornáját megjeleníteni. Pásztázásnál a topográfiát és alagútáramot szokás megjeleníteni, oda- és visszirányú pásztázásra. Amennyiben az oda- és visszafelé haladó tű által felvett kép jó közelítéssel megegyezik, akkor a képalkotásunk,
amelyet elsősorban a tű geometriája határoz meg, megfelelő. A GXSM szoftver úgynevezett PI szabályozást tesz lehetővé, mely szabályozástechnikában igen elterjedt módszer. Lényege, hogy megadunk egy általunk választott  alagútáram célértéket (setpoint), majd képezzük az
alagútáram célértéket (setpoint), majd képezzük az  hibajelet. A
hibajelet. A  piezo-ra kapcsolt feszültség deriváltja ekkor az alábbi alakban írható le:
piezo-ra kapcsolt feszültség deriváltja ekkor az alábbi alakban írható le:
![\[ \dot{z}(t)=C_p \cdot e(t) + C_i \int_0^t e(\tau) d\tau \]](/images/math/b/c/4/bc4989aab992df9e4818e49537e5a19d.png)
ahol  a proporcinális,
a proporcinális,  pedig az integrális, dimenziótlan együtthatók. Ezek határozzák meg a PI szabályozás
pedig az integrális, dimenziótlan együtthatók. Ezek határozzák meg a PI szabályozás  időállandóját:
időállandóját:
![\[ \tau_{PI} = \frac{C_p}{C_i} \]](/images/math/5/5/2/552c83775db2e9436a6b8e32b3fc3617.png)
Minél kisebb az időállandó, annál gyorsabb a szabályozás. A GXSM a szokásostól eltérő egységekben használja a vezérlőparamétereket, így a vezérlés időállandója
![\[ \tau_{PI} = \frac{C_p}{75000} \cdot C_i \]](/images/math/a/f/e/afef33515b6cbac63b26e6337f7677f0.png)
képlettel számolható. A méréseknél tipikusan  és
és  értékeket szokás beállítani, bár ez függhet a kísérleti részletektől, főleg instabil lengések esetén.
értékeket szokás beállítani, bár ez függhet a kísérleti részletektől, főleg instabil lengések esetén.
Mérési feladatok
- Helyezzünk be egy vákuumpárologtatott arany mintát a mintatartóba! Ügyeljünk rá, hogy minden csatlakozó megfelelően legyen rögzítve (nem szakadt le, be van kötve minden csatlakozó)!
- Indítsuk el a LINUX operációs rendszerű gépen a GXSM programot!
- SR DSP Control \ Advanced ablakban engedélyezzük az Enable Feed Back Controller, valamint alul az Internal Offset Adding opciókat.
- Állítsuk be a GXSM-ben a léptető motor megfelelő vezérlését!
- Mover control \ Config: X-motor, Pulse : positive
- Mover control \ Auto: Amplitude = 5V, Duration = 1 ms,
- Próbáljuk ki a manuális vezérlést a Mover control \ Autoablak alján lévő > gombbal. A mikroszkópos felvételen látnunk kell, hogy a tű elmozdul. A motor forgásirányát a vezérlő áramkör dobozán lévő DIR kapcsoló állítja, NEM a program! Ha visszafelé akarunk menni a motorral, akkor ne a < gombot használjuk, hanem kapcsoljuk át a DIR kapcsolót és a > gombbal tudunk lépni.
- Kezdjük meg a léptető motorral a tű durva közelítését a mintához manuálisan (Max. steps = 100-1000), közben figyeljük a mikroszkóp felvételét. Addig közelítsük a motorral, amíg a tű és a tükörképe már majdnem összeér (de semmiképpen se érjenek össze!!!).
- Ezt követően automata közelítéssel hozzuk a tűt atomi távolságba a mintával.
- SR DSP Control \ Feedback & Scan ablakban állítsuk be a következőket: Bias = 1V, Scurrent = 0,7-2 nA, ScanSpd = 1000-2000
 !
!
- Mover control \ Auto fülön állítsunk be 1 és 5 közötti Max. setps-et, majd kattintsunk az Auto control felirat alatti gombra, amelyen egy kapcsoló látható. Az automata közelítés leállítása az Auto control felirat alatti piros X-es gombbal történik. Amennyiben nem működik az Autoaproach funkció, akkor vagy a Scurrent = 0 (vagyis nem lett beállítva alagútáram és nem indul meg a közelítés), vagy túl zajos a jel, és nagyobb Scurrent értékkel kell próbálkozni (max 2,5 nA!).
- SR DSP Control \ Feedback & Scan ablakban állítsuk be a következőket: Bias = 1V, Scurrent = 0,7-2 nA, ScanSpd = 1000-2000
Kalibráció
- Végezzünk kalibrációt a piezoelektromos mozgatóra adott feszültség és a tényleges fizikai elmozdulás között!
- A GXSM program segítségével emeljük el a tűt a felülettől és rögzítsük közben az alagútáram időfüggését.
- SR DSP Control \ Z ablakban állítsuk be a következőket: Z-Start = 0
 , Z-End = 30 , Points = 250, Z-slope = 10 , Slope-ramp = 10 , Auto Plot.
, Z-End = 30 , Points = 250, Z-slope = 10 , Slope-ramp = 10 , Auto Plot.
- Az Execute gombra kattintva a GXSM a megadott paraméterek alapján eltávolítja tűt a mintától, majd kirajzolja az idő függvényében az alagútáramot. Érdemes az ábrázolásnál logaritmikus ábrázolásra váltani. (Érdemes lehet továbbá a WINDOWS operációs rendszerű Smart Piezo Drive programmal is rögzíteni a Z-piezo feszültséget időben).
- A kapott grafikont ASCII fájlként kimentve egyenest illeszthetünk az áram logaritmusára. Az aktuális Z-pozíció a Z-ramp értékből kapható meg.
- Az elméleti bevezetőben megadott képlet alapján adjuk meg, hogy mekkora elektródatávolság tartozik adott alagútáramhoz! Ezen kalibráció segítségével a Z-piezo feszültséget közvetlenül elmozdulássá tudjuk konvertálni a további méréseknél.
Stabilitásmérés
- Mérjünk hosszútávú STM stabilitást!
- a WINDOWS operációs rendszerű Smart Piezo Drive programmal jelenítsük meg a Z-piezo feszültséget időben. A Scope gombra kattintva előjön egy új ablak, amelyben a Z Channel fülön a kívánt grafikont kapjuk. A length textboxban megadható a megjelenített időtengely hossza (értéke 1-60 s közötti lehet). Menteni a grafikonra való jobb kattintással előugró menü Export \ Export data to Excel paranccsal lehetséges. FIGYELEM! Bármilyen hosszú időablakot is állítunk be, a programmal kimentett adat hossza nem lesz
 16 s-nál hosszabb (ez az Excel maximális sorszáma miatt van így)!
16 s-nál hosszabb (ez az Excel maximális sorszáma miatt van így)!
- Tanulmányozzuk a GXSM vezérlőegység PI paramétereinek a stabilitásra gyakorolt hatását! Rögzítsünk görbéket különböző P és I paraméterekkel.
- Mérjük ki a demo STM stabilitását a tripod állványát használva!
- Mérjünk stabilitást a gyári Minus-K rezgésmentesítővel! Végezzük el a mérést a hő és hangszigetelő dobozzal, illetve anélkül. Hasonlítsuk össze az eredményeket!
- A kalibráció segítségével számítsuk át elmozdulássá a kapott stabilitásokat (vagyis adjuk meg, hogy mekkora szórással tudja a szabályozó kör a tű-minta távolságot tartani)!
- a WINDOWS operációs rendszerű Smart Piezo Drive programmal jelenítsük meg a Z-piezo feszültséget időben. A Scope gombra kattintva előjön egy új ablak, amelyben a Z Channel fülön a kívánt grafikont kapjuk. A length textboxban megadható a megjelenített időtengely hossza (értéke 1-60 s közötti lehet). Menteni a grafikonra való jobb kattintással előugró menü Export \ Export data to Excel paranccsal lehetséges. FIGYELEM! Bármilyen hosszú időablakot is állítunk be, a programmal kimentett adat hossza nem lesz
Termikus gerjesztések
- Végezzünk termikus stabilitási vizsgálatot!
- Várjuk meg, amíg a rendszer termikus egyensúlyba kerül!
- Melegítsük a rendszert egy infra lámpával, és rögzítsük a piezoelektromos mozgatóra adott feszültséget időben a Smart Piezo Drive programban. Végezzük úgy el a kísérletet, hogy a hűlési görbe egy része is benne legyen az mért adatokban.
- A kalibráció segítségével adjuk meg, hogy mekkora fizikai elmozdulást jelent a hőtágulás. A mérési elrendezésben használt piezoelektromos mozgatók érzékenysége egységesen
 . A kapott eredményt hasonlítsuk össze egy elméleti becsléssel (vagyis hogy az adott elrendezésben mekkora lehet nagyságrendileg a hőtágulás)!
. A kapott eredményt hasonlítsuk össze egy elméleti becsléssel (vagyis hogy az adott elrendezésben mekkora lehet nagyságrendileg a hőtágulás)!
Mechanikus gerjesztések
- Gerjesszük a stabil STM rendszert tapssal!
- Vegyünk fel stabilitási görbéket úgy, hogy tapsolunk párat!
- Magyarázzuk meg a látottakat!
- Gerjesszük a rendszert dobogással!
- Dobogjunk a rezgésmenetsítő mellett és vegyünk fel stabilitási görbéket!
- Hasonlítsuk össze a tapssal és magyarázzuk meg a látottakat!
- Lökjük meg a rezgésmentesítőt!
- Óvatosan(!!!) lökjük meg különböző irányokban a rezgésmentesítőn lévő gránittömböt!
- Rögzítsük a kialakuló csillapított rezgőmozgásokat!
Pásztázás
- Pásztázzunk a behelyezett vákuumpárologtatott aranymintán!
- A Channel Selector ablakban állítsunk be az első sorba a következőket: Mode \ Topo és DIR \ ->, a második sorba pedig Mode \ Topo és DIR \ <-
Ezzel elértük, hogy két ablakban láthassuk a pásztázás során kapott topográfiát; az egyik az odafele a másik a visszafele irányban rögzített felszínt mutatja majd. A két képnek ideális tűhegy esetén egymás tükörképeinek kell lennie. Bármilyen torzulás a tű hibáira hívja fel a figyelmet.
- A Gxsm - STM/AFM/SPA-LEED... ablakban megadhatóak a pásztázás különböző beállításai:
- Range XY - X és Y kiterjedése a pásztázott ablaknak, nm-ben megadva.
- Points XY - A pásztázott ablak felbontását adja meg, hogy egy adatpont mekkora kiterjedésű legyen (pl.: 100x100 nm-es ablaknál a 100x100 points értéknél egy adatpont 1 nm-es átlagérték lesz).
- Offset XY - Alapbeállításként a maximálisan pásztázható ablak (adott konfigurációra ez most 2400x2400 nm) közepére helyezi a program a tűt. Azaz a tűvel balra és jobbra is a maximális piezoelmozdulás felét tehetjük (1200 nm-t). Sok esetben nem az ablak közepére vagyunk kíváncsiak, hanem egy másik tartományára. Ilyenkor hasznos, ha a tű alapvető pozícióját ezen funkcióval áthelyezzük. Fontos megjegyezni, hogy komoly méréseknél mindig alkamazzuk ezt a funkciót, ugyanis az Autoaproach funkcióval történő közelítésnél gyakran előfordul, hogy a tűt a pásztázható ablak közepébe nyomjuk bele és roncsoljuk középen a mintát.
- Rotation - Alapbeállításként a tű balról jobbra, majd jobbról balra halad (ez lesz egy ún. linescan), majd kicsit lejjebb ugrik és folytatja a pásztázást. Ez a 0°-os beállítás. Némely esetekben hasznos lehet (pl. speciális struktúrájú, barázdált minta esetén), hogy a pásztázás irányát módosítsuk. Értéke 0-360° közötti lehet.
- Scan gomb - Egyszeri pásztázás elindítására szolgál. Pásztázás után a tűt automatikusan az(Offset XY funkcióval esetleg módosított) alappozícióba helyezi vissza a program.
- Movie gomb - Folyamatos pásztázás elindítására szolgál. Egy pásztázás végeztével a elölről kezdi a műveletet. A leállítás csakis a Stop gombbal lehetséges!
- Stop gomb - Pásztázás bármely időpontban történő leállítására. A tűt automatikusan az(Offset XY funkcióval esetleg módosított) alappozícióba helyezi vissza.
- Save gomb - A megjelenített csatornák (TOPO, ADC0, stb.) lementése.
- Exit gomb - Kilépés a GXSM programból.
- A Gxsm - STM/AFM/SPA-LEED... ablakban megadhatóak a pásztázás különböző beállításai: